湖南廣藝鋼膜結構工程有限公司
Hunan Guang Yi Membrane Structure Engineering Co.,LTD
0731-82286131
133 7801 2355 185 7063 2182
133 7801 2355 185 7063 2182
高強度螺栓的采用,使孔加工在鋼結構制造中占有很大比重,在精度上要求也越來越高。
①制孔的質量
a)精制螺栓孔。精制螺栓孔(A、B級螺栓孔-I類孔)的直徑應與螺栓公稱直徑相等,孔應具有H12的精度,孔壁表面粗糙度Ra≤12.5μm。其孔徑允許偏差應符合規定。
b)普通螺栓孔。普通螺栓孔(C級螺栓孔-Ⅱ類孔)包括高強度螺栓(大六角頭螺栓、扭剪型螺栓等)、普通螺釘孔、半圓頭鉚釘等的孔。孔的允許偏差應符合規定。
c)孔距。螺栓孔孔距的允許偏差應符合規定。
②制孔方法
在焊接結構中,不可避免地將會產生焊接收縮和變形,因此在制作過程中,把握好什么時候開孔將在很大程度上影響產品精度,特別是對于柱及梁的工程現場連接部位的孔群的尺寸精度直接影響鋼結構安裝的精度。一般有四種情況:
第一種:在構件加工時頂先劃上孔位,待拼裝、焊接及變形矯正完成后,再劃線確認進行打孔加工。
第二種:在構件一端先進行打孔加工,待拼裝、焊接及變形矯正完成后,再對另一端進行打孔加工。
第三種:待構件焊接及變形矯正后,對端面進行精加工,然后以精加工面為基準,劃線、打孔。
第四種:在劃線時,考慮了焊接收縮量、變形的余量、允許公差等,直接進行打孔。
機械打孔有電鉆及風鉆、立式鉆床、搖臂鉆床、桁式搖臂鉆床、多軸鉆床、NC開孔機。
氣體開孔,最簡單的方法是在氣割噴嘴上安裝一個簡單的附屬裝置,可打出φ30的孔。
鉆模和板疊套鉆制孔。這是目前國內尚未流行的一種制孔方法,應用夾具固定,鉆套應采用碳素鋼或合金鋼,熱處理后鉆套硬度應高于鉆頭硬度HRC2~3。
鉆模板上下兩平面應平行,其偏差不得大于0.2mm,鉆孔套中心與鉆模板平面應保持垂直,其偏差不得大于0.15mm,整體鉆模制作允許偏差符合有關規定。
數控鉆孔:近年來數控鉆孔的發展更新了傳統的鉆孔方法,無需在工件上劃線,打樣沖眼,整個加工過程自動進行,高速數控定位,鉆頭行程數字控制,鉆孔效率高,精度高。

實地考察Field investigation

 實地考察
實地考察
專注電梯門套

精心選材Carefully selecting materials

 精心選材
精心選材
技術工程師1對1指導設計

使用壽命長Long service life

 使用壽命長
使用壽命長
按需定制安裝優化方案

實力團隊Technical Training

 實力團隊
實力團隊
為項目提供專業的售后

售后服務after-sale service

 售后服務
售后服務
支持個性化定制

 商業頂棚膜結構08
商業頂棚膜結構08 商業頂棚膜結構07
商業頂棚膜結構07 商業頂棚膜結構05
商業頂棚膜結構05 寧鄉企業文化園膜結構景觀標志
寧鄉企業文化園膜結構景觀標志 星沙產業基地膜結構停車棚
星沙產業基地膜結構停車棚 漢壽滑泥湖高爾夫遮陽棚
漢壽滑泥湖高爾夫遮陽棚 方特游樂園區內遮陽棚
方特游樂園區內遮陽棚 懷化長郡學校膜結構主席臺
懷化長郡學校膜結構主席臺 ETFE 透明膜
ETFE 透明膜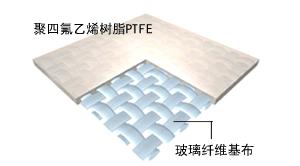 PTFE 永久性膜材
PTFE 永久性膜材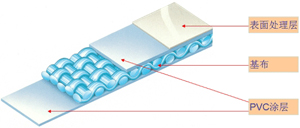 PVDF 常用膜材
PVDF 常用膜材 景觀張拉膜結構拉膜亭施..
景觀張拉膜結構拉膜亭施.. 張拉膜結構主席臺等索膜..
張拉膜結構主席臺等索膜.. ETFE建筑織物發展概..
ETFE建筑織物發展概.. 公司簡介
公司簡介 企業文化
企業文化 加工車間
加工車間 服務及保障
服務及保障 聯系我們
聯系我們