湖南廣藝鋼膜結構工程有限公司
Hunan Guang Yi Membrane Structure Engineering Co.,LTD
0731-82286131
133 7801 2355 185 7063 2182
133 7801 2355 185 7063 2182
鋼結構焊接技術是國內外重點推廣的高新技術, 但在焊接質量中是靠超聲波探傷檢驗質量的可靠性。是在鋼結構情況下 首選的唯一結構質量.找鋼結構公司就首選; 東莞市聯新鋼結構工程有限公司,是具有國家總承包一級資質的建筑企業。擁有占地11萬多平方米的鋼結構重鋼和輕鋼生產基地,年生產鋼結構材料達4萬噸以上。主要從事鋼結構、鋼結構工程、鋼結構設計、承建鋼結構、鋼架結構、鋼構廠房、簡易廠房、鋼結構公司、HTML鋼結構等。公司是中國金屬結構協會會員、福建、廣東質量協會團體會員,榮獲福建省先進建筑企業稱號等。目前,公司已通過ISO9001:2000國際質量管理體系、ISO14001:2004環境管理體系、OHSAS18001職業健康安全管理體系認證
一、 鋼結構T型焊縫的超聲波
1.1 簡介:“T”型焊縫結構:主廠房鋼結構“T”型焊縫由翼板和腹板焊接而成,焊縫分為非熔透型和熔透型兩種。非熔透型焊縫分無坡口和“V”形坡口,現場主廠房鋼結構以熔透型焊縫分“K”形坡口為主的T型接頭論文代寫。
1.2 探測基本條件選擇
1.2.1 探頭的選擇:
①探頭折射角的選擇:為了保證探頭主聲速能夠掃查到整個主廠房鋼結構焊縫截面,及主聲速中心與危險性缺陷垂直,并且有足夠的探傷靈敏度。在腹板上探傷的探頭折射角根據腹板厚度來選擇。
② 探頭頻率的選擇:根據主廠房鋼結構焊縫腹板厚度較小的實際情況,宜采用較高頻率,一般選擇2.5MHz。
③ 探頭晶片尺寸的選擇:為了確保探頭檢驗效率,一般選擇晶片尺寸為13×13。
1.2.2 耦合劑的選擇:在主廠房鋼結構焊縫探傷中,選擇流動性、透聲性、粘度適宜,附著力較好,探測結束后易清洗,并且對人體無害的耦合劑,一般選用化學漿糊即可。
1.2.3 探測面的選擇:根據現場的實際情況,選用在腹板上進行斜角掃查的方式,腹板應經修磨合格。
1.2.4 儀器、試塊的選擇:使用PXUT—280B型全數字智能超聲波探傷儀,用CSK—1A試塊進行探頭前沿及聲速校驗、折射角的校驗,使用RB—3試塊進行DAC曲線制作。
1.2.5 探測面的修磨:使用手動砂輪機清除焊縫腹板表面的飛濺、油漆、氧化皮。修磨寬度由腹板厚度而確定,修磨寬度為:P≥2TK+50。
1.2.6 靈敏度的補償:現場探傷中,當用試塊調靈敏度對焊縫進行探傷時,為了保證在焊縫中發現規定大小的缺陷,對測定試塊與焊縫聲能傳輸損失差,進行適當補償,實際探測中靈敏度的補償為:+2dB。
二、 DAC曲線制作
2.1 測聲速:選擇聲波方式為橫波,試塊一次聲程輸入50mm,二次聲程輸入100mm,確定后將探頭在CSK—1A試塊移動,使R50的最高回波出現在進波門時,下降至60%時,穩定探頭不動,確定;再使R100的回波,下降至60%時穩定探頭不動,再次按確定,測量出探頭前端至R50的水平距離L=41mm,輸入儀器。儀器自動計算聲速:3241m/s,探頭前沿:10mm。
2.2 測K值(測折射角):輸入反射體深度:40mm,反射體直徑:Φ3mm,探頭K值:2.5,確定后將探頭在RB-3試塊移動,使深度:40mm的最高回波出現在進波門時確定。儀器自動計算K值(測折射角):K=2.57(β=68.7°)。
2.3 制作DAC曲線 輸入最大探測深度為:60mm,反射體直徑:Φ3mm,反射體長度:40mm,確定后將探頭在RB-3試塊移動,調節增益使深度為10mm孔最高回波在80%時按確定,再移動探頭,依次找到20mm,30mm,40mm,60mm的孔的最高回波,將幾個波高儲存后,DAC母線完成。依次輸入判廢偏移-4dB,定量偏移-10dB,測長偏移-16dB并按確定后,DAC曲線制作完成。
三、 現場實際探測分析
將調試和設置好的儀器帶到現場,打開儀器選擇好通道,調節增益、DAC門,探頭1在腹板的A面以前后、左右、環繞、轉角等方式探測,在焊縫端點至400mm處,用一次波發現一個缺陷波,位于判廢線以上,用6dB測長法進行測長,記錄缺陷波數據,如下:
3.1 探頭前沿至翼板缺陷的水平距離:L1=33mm
3.2 缺陷至腹板A面的深度:H1=13mm
3.3 缺陷長度:F=22mm
3.4 缺陷當量Φ3×40+6dB。
探頭2在腹板的B面以前后、左右、環繞、轉角等方式探測,在焊縫端點至400mm處,用二次波發現有一個缺陷波,位于判廢線以上。
四、 缺陷判定
根據《鋼熔化焊T形接頭角焊縫超聲波檢驗方法及質量分級 DL/T542—94》要求,缺陷波位于Ⅲ區,并指示長度22mm>15mm,該焊縫級別Ⅳ級,屬于超標缺陷,進行返修處理,返修的結果證實此缺陷是危險性缺陷未熔合。
五、結束語
上述方法較為簡便易行,適用于施工現場的突發性檢驗,能夠有效的發現鋼結構T型接頭中的危險性缺陷,對鋼結構工程安全運行意義重大。

實地考察Field investigation

 實地考察
實地考察
專注電梯門套

精心選材Carefully selecting materials

 精心選材
精心選材
技術工程師1對1指導設計

使用壽命長Long service life

 使用壽命長
使用壽命長
按需定制安裝優化方案

實力團隊Technical Training

 實力團隊
實力團隊
為項目提供專業的售后

售后服務after-sale service

 售后服務
售后服務
支持個性化定制

 商業頂棚膜結構08
商業頂棚膜結構08 商業頂棚膜結構07
商業頂棚膜結構07 商業頂棚膜結構05
商業頂棚膜結構05 寧鄉企業文化園膜結構景觀標志
寧鄉企業文化園膜結構景觀標志 星沙產業基地膜結構停車棚
星沙產業基地膜結構停車棚 漢壽滑泥湖高爾夫遮陽棚
漢壽滑泥湖高爾夫遮陽棚 方特游樂園區內遮陽棚
方特游樂園區內遮陽棚 懷化長郡學校膜結構主席臺
懷化長郡學校膜結構主席臺 ETFE 透明膜
ETFE 透明膜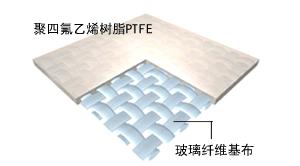 PTFE 永久性膜材
PTFE 永久性膜材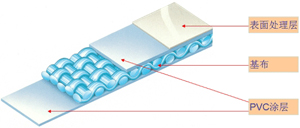 PVDF 常用膜材
PVDF 常用膜材 景觀張拉膜結構拉膜亭施..
景觀張拉膜結構拉膜亭施.. 張拉膜結構主席臺等索膜..
張拉膜結構主席臺等索膜.. ETFE建筑織物發展概..
ETFE建筑織物發展概.. 公司簡介
公司簡介 企業文化
企業文化 加工車間
加工車間 服務及保障
服務及保障 聯系我們
聯系我們